随着抗体药物领域的高速发展,动物细胞培养工艺也在不断的更新和优化,培养规模更是从早期的百升级别扩大到万升级别。抗体药物的生产工艺如果从细胞复苏开始计算,细胞不断培养和扩增阶段占据了整个流程的大部分时间。因此,细胞培养工艺的优劣是抗体生产中最关键的因素之一。
抗体药物通过QbD的方法进行生产上游工艺的开发,利用实验设计(DoE)和高通量平行生物反应器等技术、设备的优势,高效的完成抗体实验室规模的研发工艺,尽早了解产品关键质量属性(CAQs)和关键工艺参数(CPP)之间的关系,以及确定研发工艺中的设计空间(Design Space)。一旦完成这些小规模研发工艺后,接下来就需要进行工艺的放大。理想情况下,高效的工艺放大能在2-4个月内完成从研发规模到中试/生产规模的过渡。如何实现高效的工艺转移和放大,是对整个工艺技术团队经验和水平严峻的考验。
工艺放大的目标是在细胞培养规模逐渐扩大的情况下,保证细胞在相对恒定的环境中稳定的生长以进行产物的表达。衡量的标准包括细胞密度、生长速率、活率、产物表达率和糖基化水平等多方面。在细胞培养工艺的放大过程中关键控制参数会分为两种类型。一种是和体积无关的,例如温度、DO和pH等。另一种是受体积和几何尺寸影响的,例如搅拌速度和通气流量等。由于在研发阶段使用的罐体供应商多种多样,罐体的材质(一次性或玻璃)、高径比、搅拌桨直径和罐径比以及放大后使用的罐体一般都不完全一致;甚至同一供应商不同体积的罐体也不能做到等比例尺寸放大。这就给放大后搅拌、通气等参数的确定带来很大的挑战。为保持培养环境的一致性,开发人员通常会采用以下几种放大准则。
1. 恒定叶端速度(Tip Speed)
细胞培养工艺中,搅拌桨剪切力是需要考虑的重要因素之一。不同的工程细胞株对剪切力的耐受能力不同。早期CHO细胞耐受的剪切力较低,现阶段的工程细胞株对剪切力的耐受得到很大的提升。剪切力往往通过叶端速度来体现。搅拌桨直径和转速决定叶端速度的大小。由于罐体设计的需要,罐体体积的增加,搅拌桨直径也会增加。因此恒定叶端速度的模式下,大体积罐体的搅拌速度要低于小体积。恒定叶端速度的放大可以让细胞在同样的剪切力环境下生长。这种放大策略适用于小规模的放大和生产。
2. 恒定混匀时间(Mixing time)
混匀时间是比较简单的一个放大准则。尤其在化工行业,混匀时间的恒定可以直接作为放大的依据。但在细胞培养工艺中,小规模(如2L以下)体积可以很快达到混匀时间,而大体积则需要更高的叶端速度才能达到混匀时间。这就会导致剪切力的提高,造成细胞的损伤。
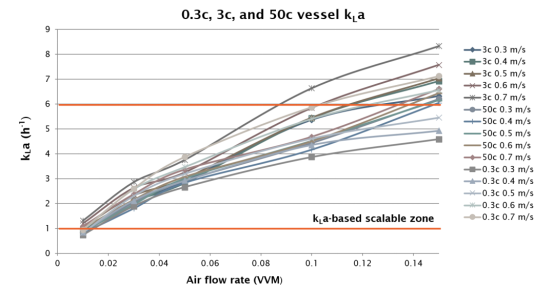
3. 恒定KLa
KLa是表征氧气从气相进入到液相的速率。反应器中合适的KLa是工艺放大的关键,O2作为细胞的重要营养物质,影响细胞的正常生长及代谢。恒定的KLa放大准则给细胞提供了相同的氧传递环境。但KLa的测定受很多因素影响。例如培养过程中搅拌速度、通气流量等,需要很多测试和分析来确定合适的KLa。在实际操作过程中,KLa随着工作体积的增加而增加。当达到一定体积后,KLa CO2又会和KLa相互影响,提高了KLa恒定放大难度。
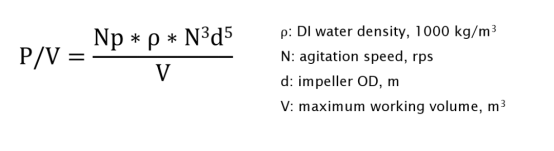
4. 恒定单位体积功耗比(P/V)
P/V和搅拌功率(Np,Power Number)、罐体直径、搅拌桨直径、工作体积、液体密度等很多因素有关,一定程度上体现了混合程度,影响培养体系的混合和传质。因此恒定P/V被推荐为很多工艺放大的准则,是当前最常采用的放大策略。考虑到细胞剪切力的耐受性不同,常见的P/V范围在10-40 W/m3。
影响P/V值的诸多因素
除以上4个放大依据外,放大到一定体积的规模时,还需要考虑pCO2对细胞生长和蛋白表达的负面影响。小体积培养时,由于通入的气体在上升过程中可以带走大部分细胞代谢产生的CO2,基本不用考虑CO2去除(CO2 Stripping)。而大体积培养中, kLa CO2随着反应器规模的扩大降低,即CO2去除能力降低。体系中气体饱和度和气泡量直接影响CO2去除,提高通气量及气泡停留时间可以加快移除。部分反应器供应商将CO2去除功能整合进控制系统,方便对pCO2的控制。
无论哪一种放大策略,在使用过程中都会涉及搅拌速度、通气流量等在不同工作体积下的换算。这需要耗费开发人员大量的时间和精力。某些品牌的生物反应器控制系统,为减少工艺开发中恒定叶端速度和恒定P/V策略的参数换算,直接加入放大助手(Scale-up Assist)软件。软件数据库包含了罐体体积,以及相关叶端速度、P/V值和对应搅拌、气体流量等的关系。同时也可以自定义输入其他供应商的参数,用于相互换算。这样的设计,减少了单一供应商或者多品牌供应商在罐体参数换算过程中的 技术障碍,极大地简化了用户在Scale-up,甚至Scale-down开发中的工艺流程。
抗体工艺技术的不断提升,工艺放大面临的挑战也在不断变化。很多时候需要工艺开发人员根据细胞株特性的不同、表达的产物的不同灵活的调整放大工艺。更多的时候会综合考虑P/V、叶端速度、CO2去除等多种因素,在确保CQAs的情况下,得到最佳的放大生产工艺。